注塑饮水机模具模具生产线

|
型号: |
按要求定制 |
|
腔数: |
1出1 |
|
模架: |
LKM, ISM标准,HASCO 或按照客户要求 |
|
模具材质: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系统: |
冷流道/热流道 |
|
设计软件: |
UG; PROE; CAD |
|
塑料材质: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具寿命: |
500,000次- 2,000,000次 |
|
模具尺寸: |
根据产品设计 |
|
模具重量: |
根据产品设计 |
|
样品: |
根据产品设计 |
|
普通模具交货期: |
35-50天 |
|
高要求精密模具 |
55-85天 |









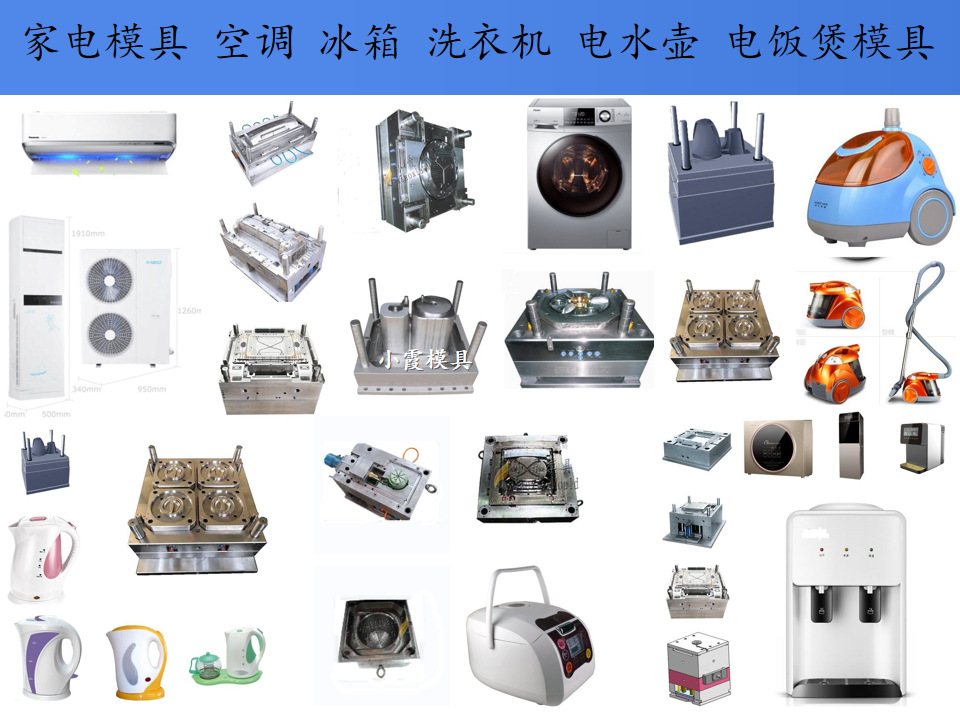


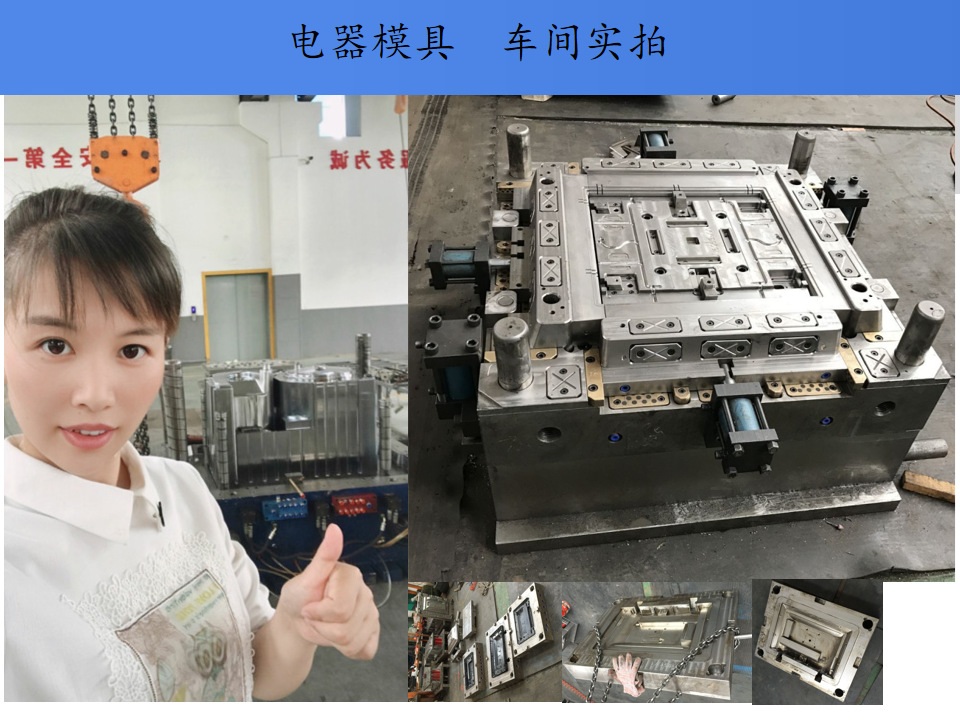



家用电器模具 电器模具制造
冲压工艺分析和模具生产估算 在接受模具制造的委托时,首先要根据制品零件图样或实物,先做冲压工艺分析,分析研究将采用模具的套数、模具结构及主要加工方法,然后进行模具估算。 冲压工艺是通过模具对毛坯施加外力,使之产生塑性变形或分离,从而获得一定尺寸、形状和性能的工件的加工方法。冲压工艺的应用范围十分广泛,既可以加工金属板料、棒料,也可以加工多种非金属材料。由于加工通常是在常温下进行的,故又称为冲压压。而冲压工艺分析是通过各个方面的参数综合确定佳的冲压工艺。
冲压件工艺性的好坏,直接关系到产品的质量和成本。工艺性良好的冲压件,所需工序过程简单,容易加工,能节省原材料,延长模具的使用寿命.同时产品质量稳定。 在—定生产批量条件下,高质量、低成本地制造出零件,取得很好的生产效益。在考虑冲压件的工艺性时,一般应遵循下列原则: 尽量简化生产工序,考虑用少和尽量简单的冲压工序来完成整个零件的加工、提高劳动生产率。 产品质量的稳定性,减少废品率。
尽量简化模具结构,延长模具的使用寿命。 有利于提高金属材料的利用率,同时尽力减少所用材料的品种相规格。 有利于产品的通用性和互换性。 零件的设计应便于冲压操作,并有利于生产的机械化和自动化。 模具估算部分: 指材料费、外购零件费、设计费、加工费、装配调整及试模费等。必要时,还要估算各种加工方法所用的:工具及其加工费等,得出模具制造价格; 估算完成每项工作的时间,并决定交货期;
估算模具的单次寿命以及经多次简单修复后的总寿命(即在不发生事故的情况下,模具的自然寿命); 制品规定使用的材料性能、尺寸大小、消耗量以及材料的利用率等; 了解应用模具的设备性能、规格及其附属设备。 在进行模具设计时,首先要尽量多收集信息,并认真地加以研究,然后再进行模具设计。若不这样做,即使是设计出的模具功能优良,精度很高,也不能符合要求,所完成的设计并不是佳设计。所要收集的信息有:
日期:2023-6-19 辉