注塑水表箱模具模具生产线

|
型号: |
按要求定制 |
|
腔数: |
1出1 |
|
模架: |
LKM, ISM标准,HASCO 或按照客户要求 |
|
模具材质: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系统: |
冷流道/热流道 |
|
设计软件: |
UG; PROE; CAD |
|
塑料材质: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具寿命: |
500,000次- 2,000,000次 |
|
模具尺寸: |
根据产品设计 |
|
模具重量: |
根据产品设计 |
|
样品: |
根据产品设计 |
|
普通模具交货期: |
35-50天 |
|
高要求精密模具 |
55-85天 |











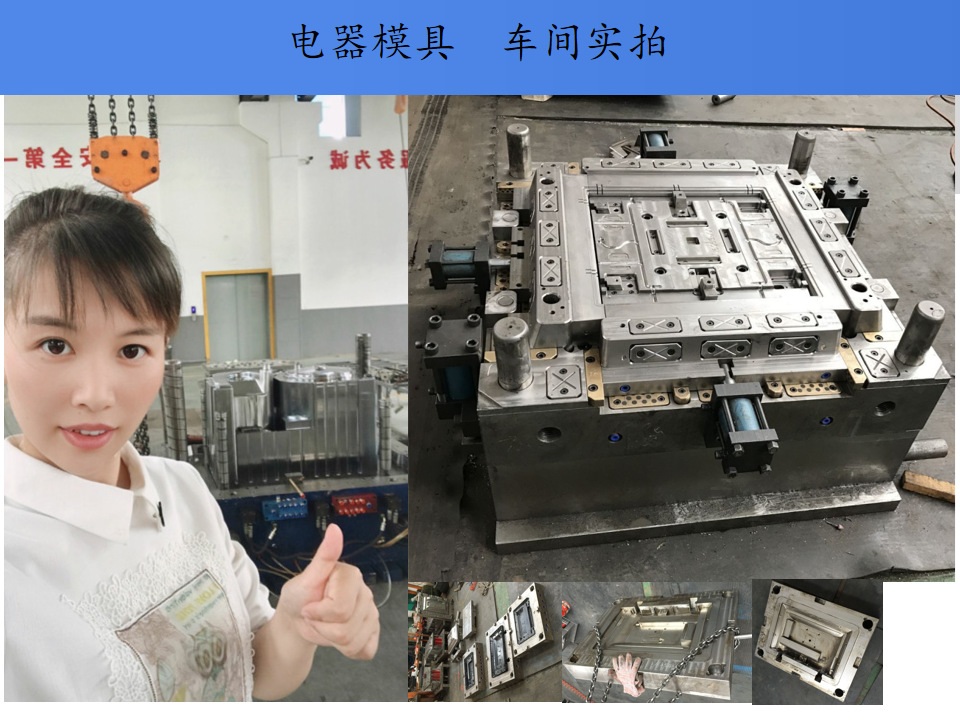



家用电器模具 电器模具制造
影响型面的疲劳强度,如凸模在工作时受压应力与拉应力交变载荷,Ra值大将产生部应力集中,其尖凹处易形成裂纹,造成疲劳损坏; 影响耐腐蚀性能,Ra值过大,其波凹处易积聚腐蚀性介质,产生化学腐蚀;其波峰面易产生电化学腐蚀。 模具爆裂的原因 模具材质不好在后续加工中容易碎裂; 热处理:淬火回火工艺不当产生变形; 模具研磨平面度不够,产生挠曲变形; 设计工艺:模具强度不够,刀口间距太近,模具结构不合理,模板块数不够无垫板垫脚;
线切割处理不当; 冲床设备的选用:冲床吨位,冲裁力不够,调模下得太深; 脱料不顺:生产前无退磁处理;生产中有断针断弹簧等卡料。 影响模具寿命的因素 正确使用和合理维护 汽车模具的冲压件生产 汽车模具的冲压件加工工序,根据零件的形状、大小、精度、材料和批量不同,基本上分成两大类,即分离工序和成形工序。 指金属板材所受应力超过材料的强度限,使板材发生剪裂,而发生分离。分离工序主要包括:
利用冲模沿封闭轮廓曲线冲切,使零件与坯料分离,冲下部分是零件。 利用冲模沿封闭轮廓曲线冲切,使零件与坯料分离,冲下部分是弃料,留下部分是零件。 利用剪刀或冲模沿不封闭轮廓曲线剪下零件;或将工件材料部分切开,但不分离成两部分 将成形零件的边缘修切整齐或切成一定形状。 指金属板材所受应力超过材料的屈服限,使板材发生塑性变形并转化成所需形状的零件。成形工序主要包括: 在外力作用下,利用模具使坯料产生弯曲变形,达到要求的形状。
把平板坯料成形为各种空心的零件,包括不变薄拉伸和变薄拉伸。 把孔或板料的边缘翻出凸缘,以提高强度或供连接使用。 利用压力将直径较小的空心零件、管材、板材,由内向外膨胀成直径较大的曲母线零件。 在空心毛坯或管状毛坯的某个部位上使其径向尺寸扩大或减小的成形方法。 是一种辅助成形工序,用以消除钣金零件经过各种成形加工后几何形状尺寸上出现的缺陷,或经热处理后由于应力不均而产生的翘曲,使零件的形状尺寸精度达到设计要求。
日期:2023-6-19 辉