注塑冷风机模具模具生产线

|
型号: |
按要求定制 |
|
腔数: |
1出1 |
|
模架: |
LKM, ISM标准,HASCO 或按照客户要求 |
|
模具材质: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系统: |
冷流道/热流道 |
|
设计软件: |
UG; PROE; CAD |
|
塑料材质: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具寿命: |
500,000次- 2,000,000次 |
|
模具尺寸: |
根据产品设计 |
|
模具重量: |
根据产品设计 |
|
样品: |
根据产品设计 |
|
普通模具交货期: |
35-50天 |
|
高要求精密模具 |
55-85天 |









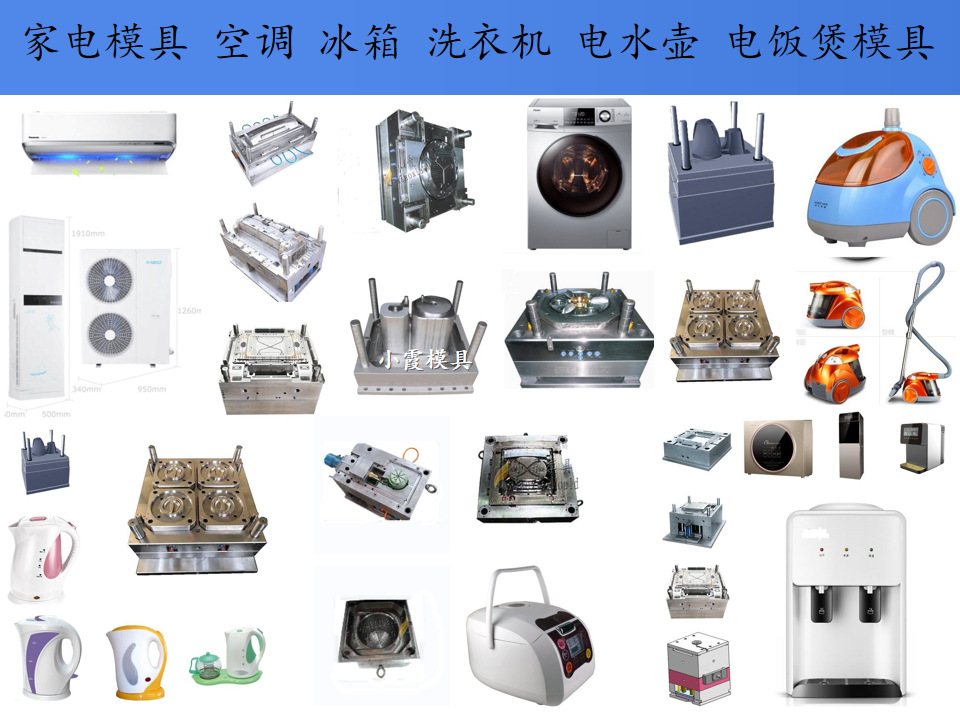


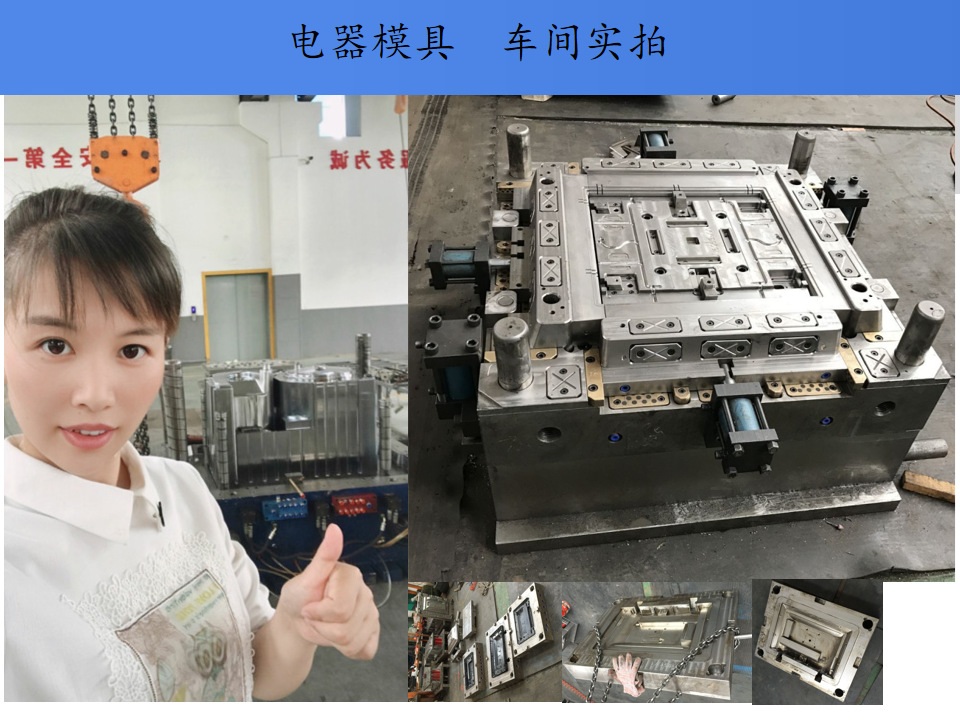



家用电器模具 电器模具制造
汽车模具钳调基础知识 钳调工工作范围 模具钳调各是利用各种手工工具、钻床及制造模具的 设备,通过技术加工操作,来完成目前机械加工还不 能完成的工序,并将加工好的零件,按模具总装图进行装 配、调试,制出合格的模具产品来。 模具钳调工要制造好模具,熟悉、掌握以下几点: 熟悉模具的结构和工作原理; 了解模具零件、标准件的技术要求和制造工艺; 掌握模具零件的钳加工方法和模具的装配方法;
了解模具所使用的成形机械的使用和模具在其上的安 装方法; 掌握模具的调试方法; 掌握模具的维护、保养及修配方法。 钳调工掌握的技能 识图是模具钳工的基础。识图主要是能看懂零件图和装配图,零件图对钳调工序来说主要是反映加工面的尺寸、相对位置、型面公差及加工精度。装配图主要反映零件的相对位置及零件间的配合公差。模具装配在实际操作中和一般装配相对装配图来说有很大的区别。 在模具标准件、镶块、斜契、吊契、拼块及辅助件固定或定位都需要钻孔加工。钻孔加工主要掌握以下几个方面:⑴钻床的正确使用:各种按钮和操作手柄的使用、主轴转速的选择、进给量的选择。⑵钻法的刃磨及刀刃角度对切削的影响。⑶工件的正确夹紧。⑷各种材料(铸钢和铸铁)对主轴转速、进给量、刀刃角度的影响、选择切削液等。⑸常用标准螺纹孔径的选择以及丝锥的正确使用方法。⑹钻床的保养及事项。
使用风动或电动工具打磨模具型面。 量具是测量实物或实物间的实际尺寸。钳调通常有一下几种:卷尺(1mm)、钢尺(0.5mm)、塞尺(0.02-1mm)、游标卡尺(0.02mm)、千分尺(0.01mm)、内径百分表(0.01mm)、R规。()是代表尺的度。 装配是钳调是重要环节。模具的装配和一般的钳工装配有很大的区别。一般的钳工装配只需要按照装配图安装即可,一般视为静态装配,而模具装配大部分属于动态装配,一般考虑压机工作状况和热处理后的变形。以下是常用几种类型:
模座导板安装 导板紧贴靠山面,找到导板的相对位置,用样冲找到孔的中心点,再钻孔攻丝。另外还要检查导板和安装面的研合率。在导板安装完毕后,检查上下模座导板间的配合间隙,外导板间隙为10道以内、内导板为8道以内。 吊契斜契部分的安装 吊契斜契的分为3部分,安装槽、滑动部分和驱动座。它们的基准是安装槽,滑动部分以安装槽为标准,驱动座以数控与滑动部分为标准。斜契(吊契)冲孔模的凸模的是以数控为粗基准,再在压机上调节侧间隙。
日期:2023-6-19 辉