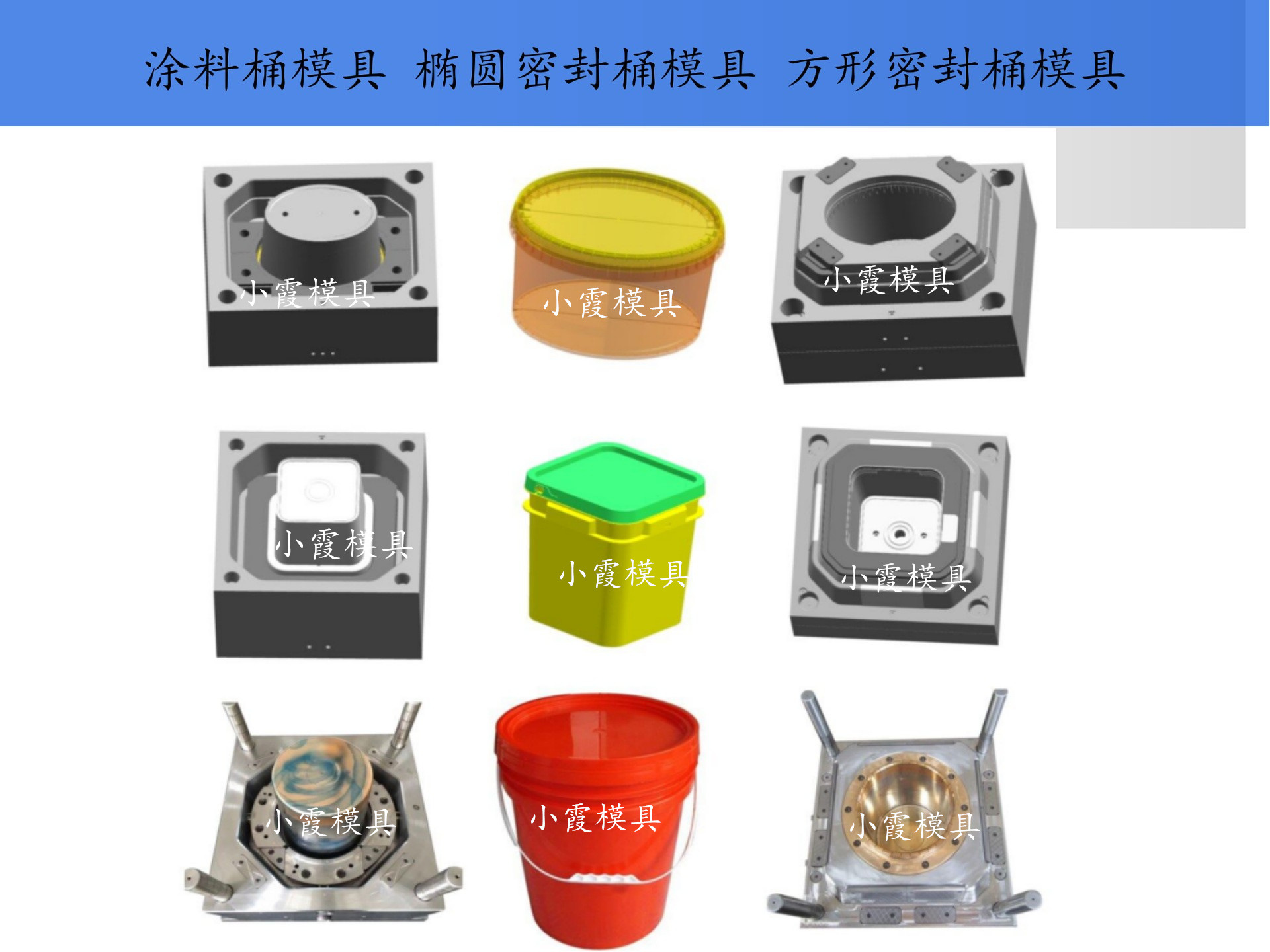
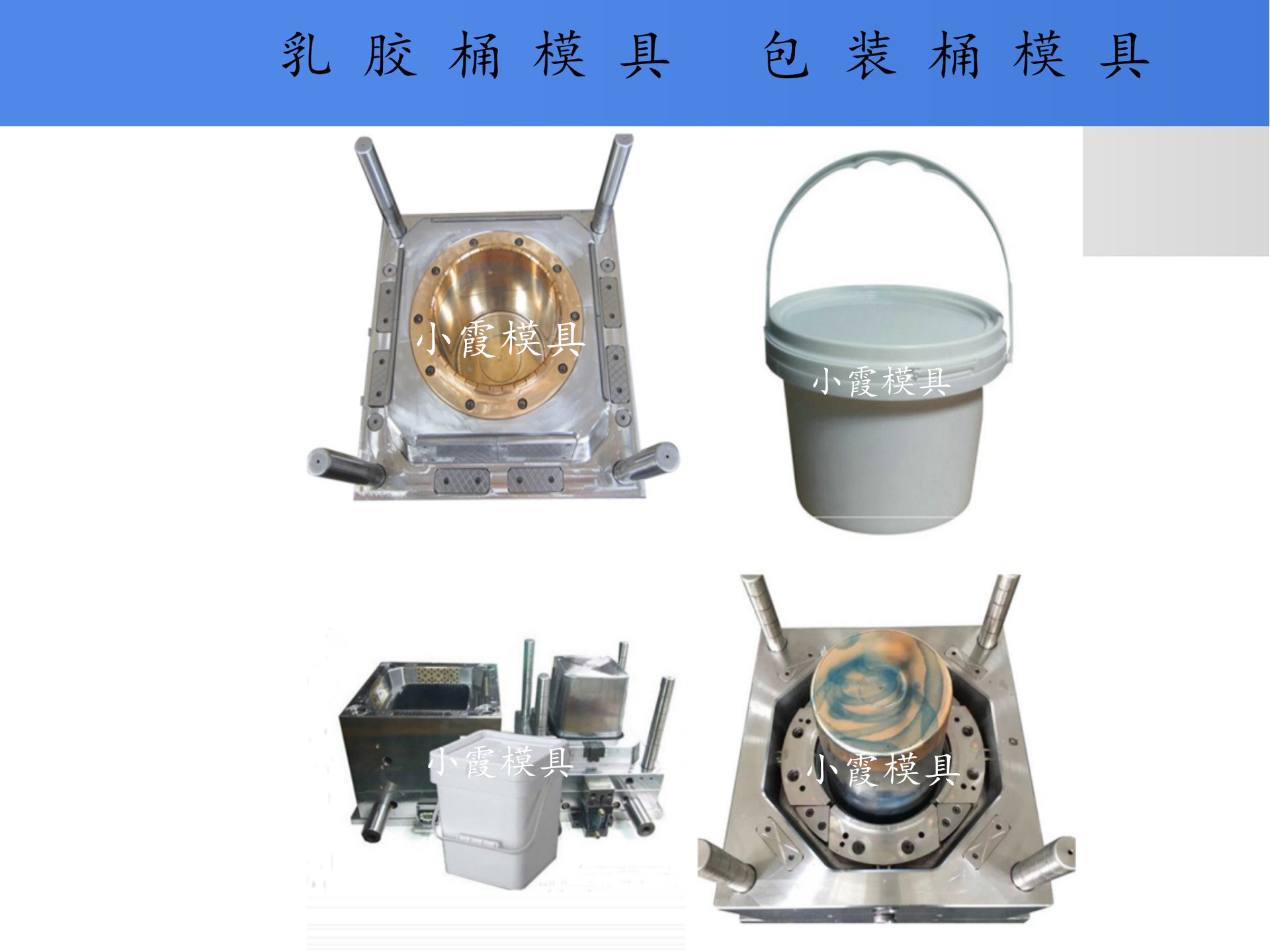
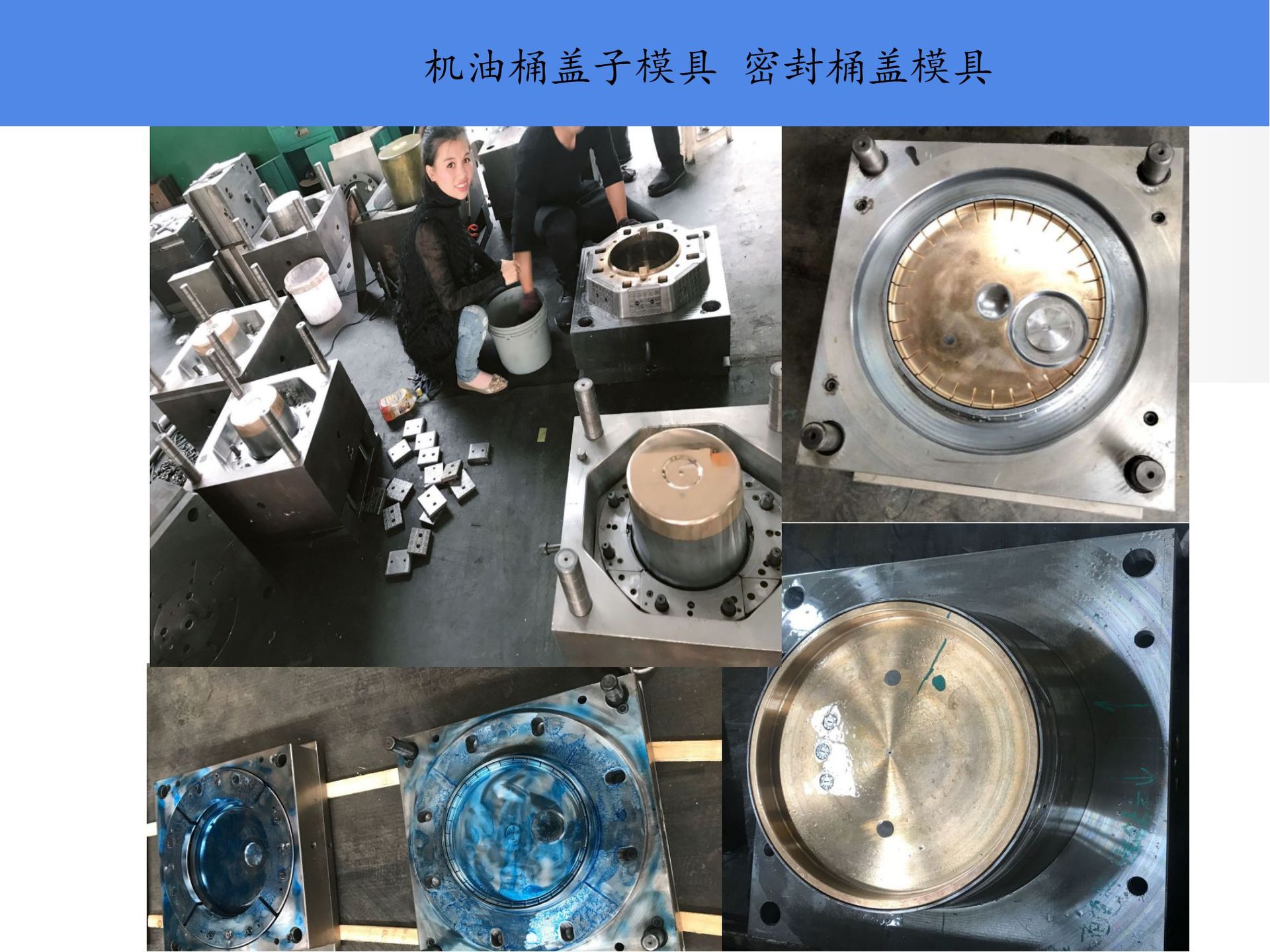
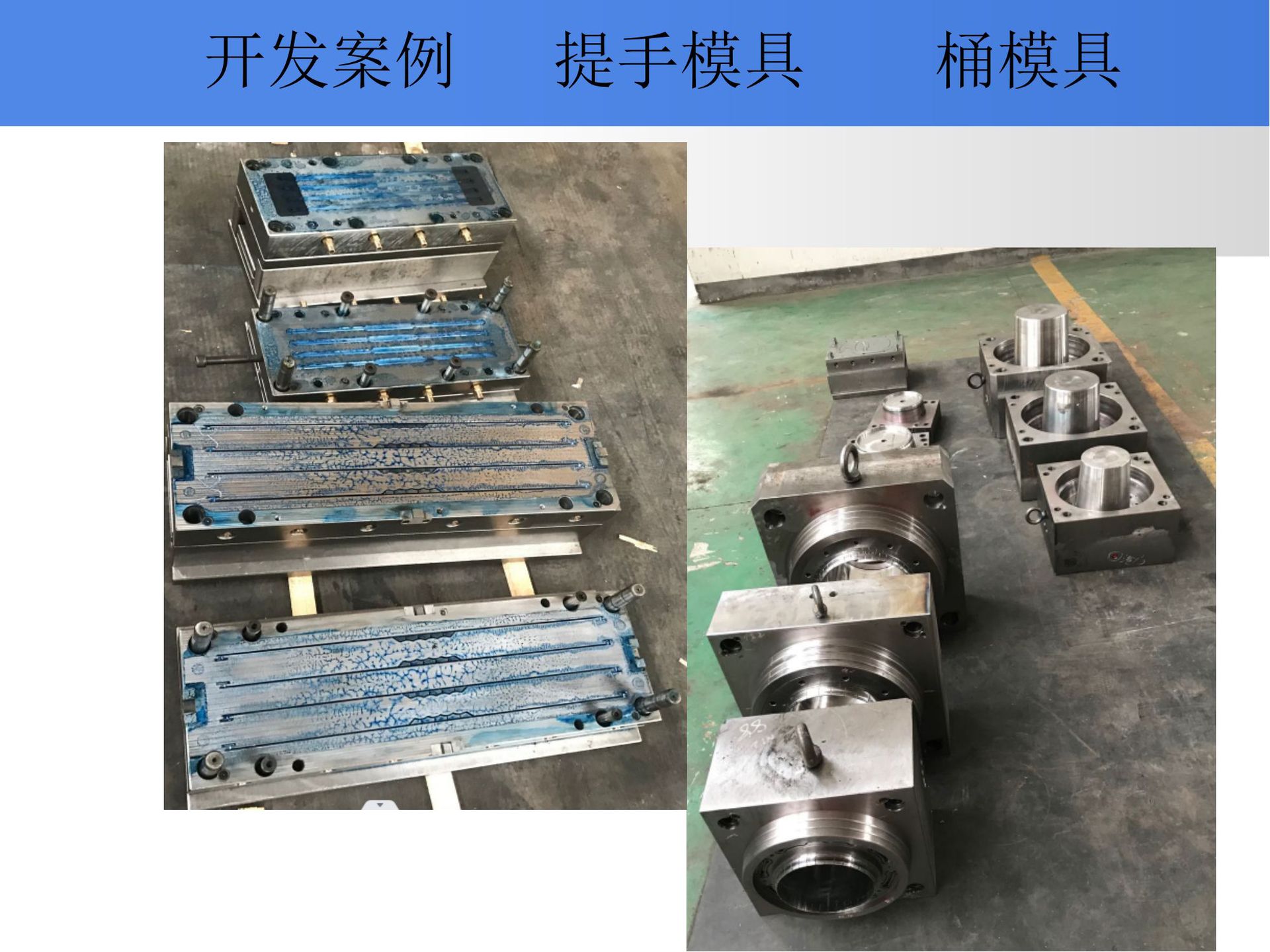
塑胶包装桶模具模具生产厂家
涂料桶模具
小霞模具 来电18857609316陈QQ:422569987
小霞模具有强大设计团队可接受:提供样品,或者,三维图纸,二维图纸,可以报价开模,欢迎您来咨询报价!

|
型号: |
按要求定制 |
|
腔数: |
1出1 |
|
模架: |
LKM, ISM标准,HASCO 或按照客户要求 |
|
模具材质: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系统: |
冷流道/热流道 |
|
设计软件: |
UG; PROE; CAD |
|
塑料材质: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具寿命: |
500,000次-3,000,000次 |
|
模具尺寸: |
根据产品设计 |
|
模具重量: |
根据产品设计 |
|
样品: |
根据产品设计 |
|
普通模具交货期: |
35-50天 |
|
高要求精密模具 |
55-85天 |











主流道在设计上大多采用圆锥形.(如图示)制作时要注意﹕ 小端直径D2=D1+(0.5~1mm) 小端球半径R2=R1+(1~2mm) (其中D1﹑R1分别为注射机射出口的直径及注射头的球半径) 由于主流道要与高温塑料及喷嘴接触和碰撞﹐所以模具的主流道部分通常设计成可拆卸更换的衬套﹐简称浇注套或浇口套 使模具安装时进入定位孔方便而在注塑机上很好地定位与注塑机喷嘴孔吻合﹐并能经受塑料的反压力﹐不致被推出模具
作为浇注系统的主流道﹐将料筒内的塑料过渡到模具内﹐保証料流有力畅通地到达型腔﹐在注射过程中不应有塑料溢出﹐同时保証主流道凝料脱出方便。 结构形式有整体式和分体式 整体式﹕即台肩与构成主流道部份做成一体 分体式﹕即台肩与构成主流道部份分开制作 日本的工业标淮﹕JIS 中国的工业标淮﹕SJB 定义﹕主流道与浇口之间的一段﹐它是熔融塑料由主流道流入型腔的过渡段也是浇注系统中通过断面面积变化及塑料转向的过渡段﹐能使塑料得到平稳的转换。
一般设计截面为圆形 从加工方便性来看一般设计为U形﹐V形﹐梯形﹐正六边形 分流道的断面形状及尺寸大小﹐应根据塑件的成型体积﹐塑件壁厚﹐塑件形状﹐所用塑料工艺特性﹐注射速率﹐分流道长度等因素来确定。 分流道的布置形式有平衡式进料和非平衡式进料两种形式。平衡式进料就是保証各个进料口同时均衡地进料﹐非平衡式进料就是各个进料口不能同时均衡地进料﹐一般要做模流分析来进行评估。 定义﹕浇口又称进料口或内流道。它是分流道与塑件之间狭窄的部份﹐也称浇注系统短小的部份﹔
作用﹕能使分流道输送过来的熔融塑料的流速产生加速度﹐形成理想的流态﹐顺序﹐并速速地充满型腔﹐同时还起著封闭型腔熔料倒流的作用﹐并在成型后便于使浇口与塑件分离。 普通侧浇口(边缘浇口)﹕ 扇形浇口﹕常用来成型宽度较大的薄片状塑件 潜伏式浇口(我公司大多采用此种方式) 3>.浇口位置的选择 浇口选择有阻挡物近的距离。 浇口的尺寸及位置选择应避免产生喷射和蠕动。 浇口应开设在塑件断面厚处。
日期:2023-6-20 辉