电饭锅注塑模具供应

|
型号: |
按要求定制 |
|
腔数: |
1出1 |
|
模架: |
LKM, ISM标准,HASCO 或按照客户要求 |
|
模具材质: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系统: |
冷流道/热流道 |
|
设计软件: |
UG; PROE; CAD |
|
塑料材质: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具寿命: |
500,000次- 2,000,000次 |
|
模具尺寸: |
根据产品设计 |
|
模具重量: |
根据产品设计 |
|
样品: |
根据产品设计 |
|
普通模具交货期: |
35-50天 |
|
高要求精密模具 |
55-85天 |











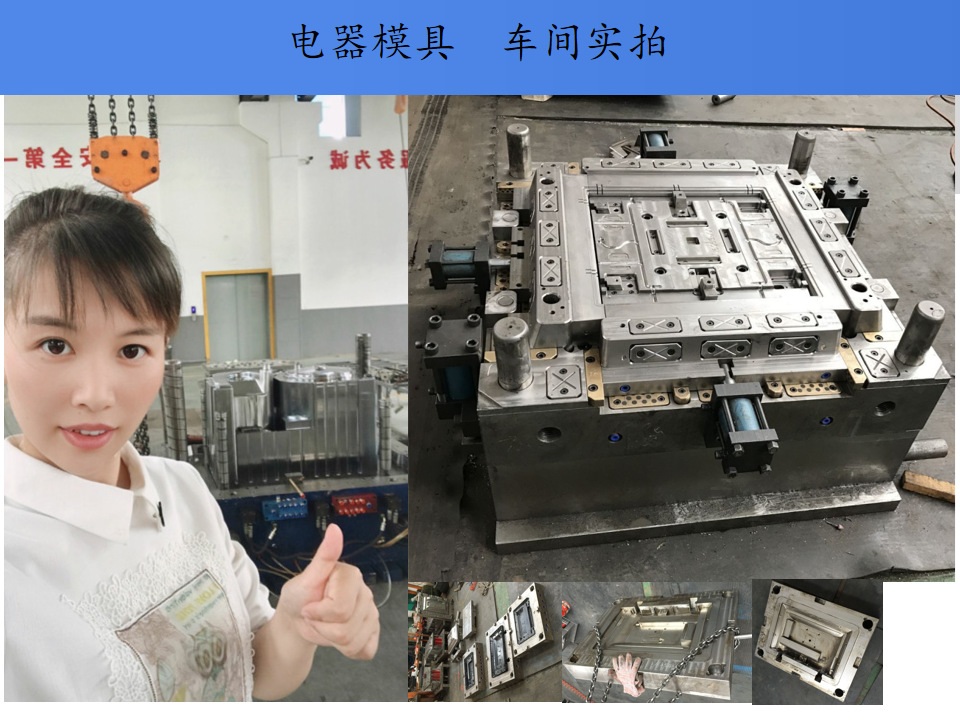



家用电器模具 电器模具制造
冲压件工艺性的好坏,直接关系到产品的质量和成本。工艺性良好的冲压件,所需工序过程简单,容易加工,能节省原材料,延长模具的使用寿命.同时产品质量稳定。 在—定生产批量条件下,高质量、低成本地制造出零件,取得很好的生产效益。在考虑冲压件的工艺性时,一般应遵循下列原则: 尽量简化生产工序,考虑用少和尽量简单的冲压工序来完成整个零件的加工、提高劳动生产率。 产品质量的稳定性,减少废品率。
尽量简化模具结构,延长模具的使用寿命。 有利于提高金属材料的利用率,同时尽力减少所用材料的品种相规格。 有利于产品的通用性和互换性。 零件的设计应便于冲压操作,并有利于生产的机械化和自动化。 模具估算部分: 指材料费、外购零件费、设计费、加工费、装配调整及试模费等。必要时,还要估算各种加工方法所用的:工具及其加工费等,得出模具制造价格; 估算完成每项工作的时间,并决定交货期;
估算模具的单次寿命以及经多次简单修复后的总寿命(即在不发生事故的情况下,模具的自然寿命); 制品规定使用的材料性能、尺寸大小、消耗量以及材料的利用率等; 了解应用模具的设备性能、规格及其附属设备。 在进行模具设计时,首先要尽量多收集信息,并认真地加以研究,然后再进行模具设计。若不这样做,即使是设计出的模具功能优良,精度很高,也不能符合要求,所完成的设计并不是佳设计。所要收集的信息有:
来自营业方面的信息重要,包括: 产量(月产量和总产量等); 模具价格和交货期; 被加工材料的性质及供应方法等; 将来的市场变化等; 所要加工制品的质量要求、用途以及设计修正、改变形状和公差的可能性; 生产部门的信息,包括使用模具的设备性能、规格、操作方法以及技术条件; 模具制造部门的信息,包括加工设备及技术水平等; 标准件及其他外购件的供应情况等。 如果模具设计方案及其结构已经确定,就可以绘制装配图。装配图的绘制方法有三种:①主视图画成上、下模对合状态(下止位置);俯视图只画下模。②主视图画上、下模组合状态,俯视图上、下模各画一半。②绘制组合状态的主视图后再分别画上、下模俯视图。应用时,可根据模具结构的需要选用其中的一种。
零件因要根据装配图绘制,使其满足各种配合关系,并注明尺寸公差及表面粗糙度,有的还要写明技术条件。标准件不要画零件图。 模具制造工艺编制及要求 审核模具及其零件 模具或零件名称、图样、图号或企业产品号、技术条件和要求等; 整个模具零件毛坯的选择和确定 毛坯种类、材料、供货状态;毛坯尺寸和技术条件等; 整个模具生产过程中的工艺基准,及其选择与确定力求工艺基准与设计基准统一重合;
日期:2023-6-24 辉