挂烫机注塑模具供应

|
型号: |
按要求定制 |
|
腔数: |
1出1 |
|
模架: |
LKM, ISM标准,HASCO 或按照客户要求 |
|
模具材质: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系统: |
冷流道/热流道 |
|
设计软件: |
UG; PROE; CAD |
|
塑料材质: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具寿命: |
500,000次- 2,000,000次 |
|
模具尺寸: |
根据产品设计 |
|
模具重量: |
根据产品设计 |
|
样品: |
根据产品设计 |
|
普通模具交货期: |
35-50天 |
|
高要求精密模具 |
55-85天 |








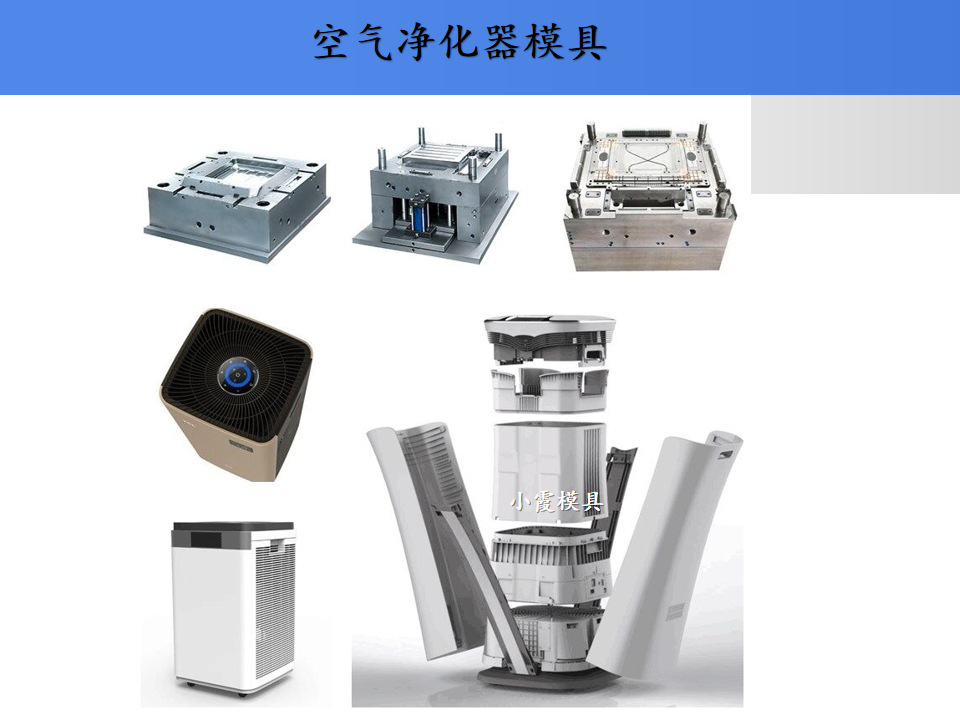

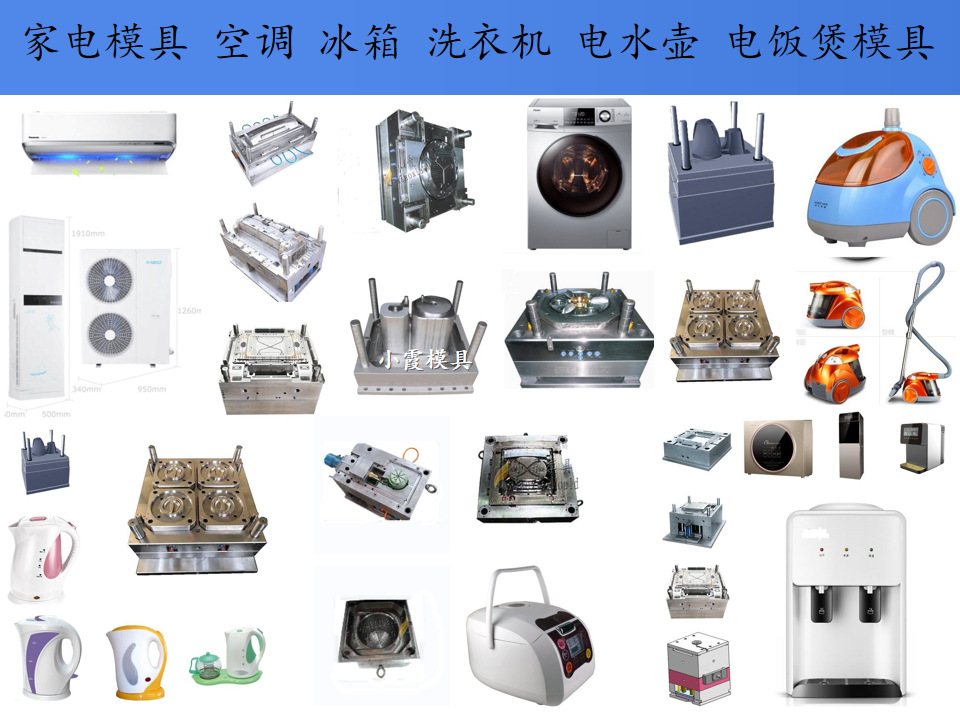


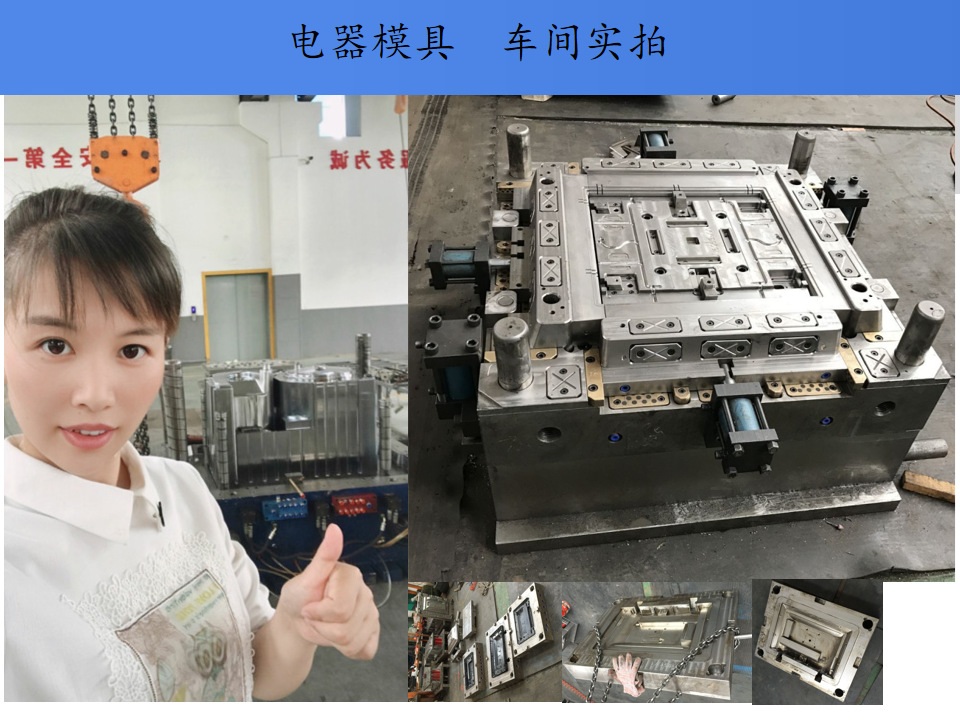



家用电器模具 电器模具制造
设计、制订模具成型件制造工艺过程: 分析成型件的结构要素及其加工工艺性; 确定成型件的加工方法和顺序; 确定加工机床与工装 设计、制订模具装配、试模工艺: 确定装配基准; 确定装配方法和顺序; 标准件检查与补充加工; 确定工序的加工余量 根据加工技术要求,和影响加工余量的因素,采用查表修正法或经验估计法,确定各工序的加工余量。 计算、确定工序尺寸与公差 采用计算法或查表法,经验法确定模具成型件各工序的工序尺寸与公差(上、下偏差)
选择、确定加工机床与工装 计算、确定工序、工步切削用量 合理确定切削用量对加工质量,提高生产效率,减少刀具的损耗具有重要意义。机械加工的切削量内容包括:主轴转速,切削速度,进给量,吃刀量和进给次数; 计算、确定工时定额 在一定生产条件下,规定模具制造周期和完成每道工序所消耗的时间,不仅对提高工作人员积性和生产技术水平,有很大作用,对按期完成用户合同中规定的交货期,更具有重要的经济、技术意义。
NC、CNC编程 编程的工作步骤: 要充分发挥数控机床自动化程度高的特点,减少人工干预,在加工过程中做到切削量均匀,以减少机床震动,延长机床使用寿命。 加工方式的确定 对被加工零件的几何形状、加工性能、材料特性和技术要求进行分析,确定工艺路线、选用机床及加工工序。 根据毛坯尺寸、零件形状大小、材料特性、零件质量要求、刀具库存选用经济且加工效率高的刀具,将刀具参数加入UG程序进行编程运算。并在程序单上注明刀具。
将工艺方案具体划分为几个工步,确定各工步工作内容。 划分零件加工范围及加工先后顺序,确定加工路线。 根据零件质量要求,设计尺寸公差。 切削参数的选定 设计或选用工夹具、刀具,确定加工特性(如对刀点、走刀路线、走刀速度、切削深度、刀程间距、主轴转速等),选用冷却剂等。 定位基准、夹具方案选择 对有定位要求的零件设计定位基准,并设计其工装夹具。 生成数控加工走刀程序信息,包括数据准备、程序编制与程序调试。将生成的加工信息根递介质的不同予以记录。
日期:2023-6-24 辉