冰箱模具/塑料模具厂

|
型号: |
按要求定制 |
|
腔数: |
1出1 |
|
模架: |
LKM, ISM标准,HASCO 或按照客户要求 |
|
模具材质: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系统: |
冷流道/热流道 |
|
设计软件: |
UG; PROE; CAD |
|
塑料材质: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具寿命: |
500,000次- 2,000,000次 |
|
模具尺寸: |
根据产品设计 |
|
模具重量: |
根据产品设计 |
|
样品: |
根据产品设计 |
|
普通模具交货期: |
35-50天 |
|
高要求精密模具 |
55-85天 |









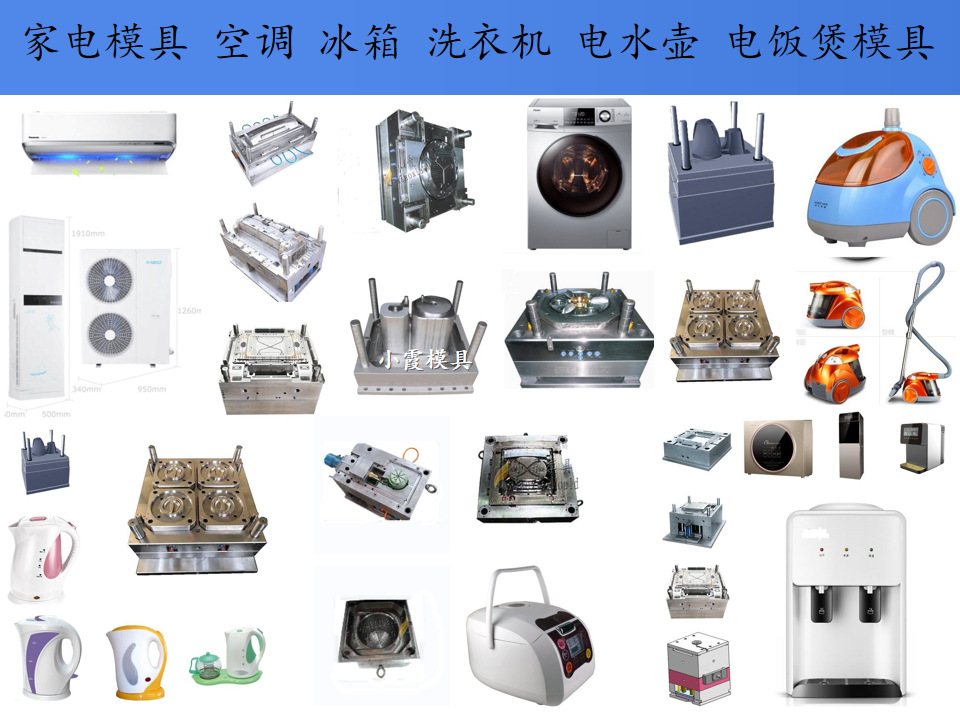


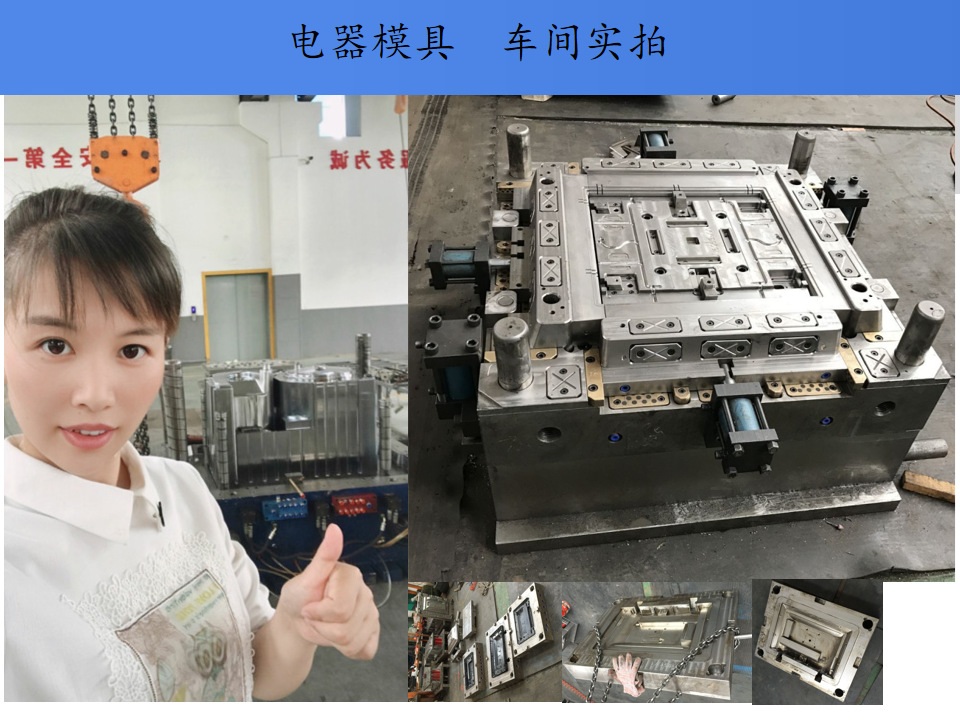



家用电器模具 电器模具制造
浇口附近之冷料穴,尽端常设置拉料杆,以利于浇道脱模. 目前浇注系统发展和改进的一个重要方向,就是开发热流道模具.它与一般注射模具的主要区别就是注射成型过程中,浇注系统内之塑料不会冷却拟固,也不会形成浇道与产品一起脱模.因此也称无流道模具,在大型和精密模具设计中,应用已越来越广泛. 它有以下优点: 短成型周期,省去剪浇口,修整产品,破碎回收等工序,节约人力,物力,提高生产效率.
无冷胶,可减少材料消耗. 生产中温度严格控制,显著提高产品质量,降低次品产生. 注系统中塑料处于融熔状态,有利于压力传递,可降低注射压力,利于成型. 无浇道产生,所以可缩短开模行程,有利于模具和机台寿命. 但热流道模具结构复杂,温度控制要求严格,需要精密的温控系统,制造成本较高,不适合小批量生产. 模具,是以特定的结构形式通过一定方式使材料成型的一种工业产品,同时也是能成批生产出具有一定形状和尺寸要求的工业产品零部件的一种生产工具。
大到飞机、汽车,小到茶杯、钉子,几乎的工业产品都依靠模具成型。用模具生产制件所具备的高精度、高一致性、高生产率是起它加工方法所不能比拟的。模具在很大程度上决定着产品的质量、效益和新产品开发能力,所以模具又有“工业之母”的荣誉称号。 拉延模:制成合格覆盖件的主要的装备,其作用是将平板状毛料经拉延工序使之成为主体空间工件,分正装和倒装两种形式。 •修边模:用于将拉延件的工艺补充部分和压料凸缘多余部分切除,为翻边和整形准备条件,在小批量生产时,可以用手工或其它简单设备代替,修边模往往兼冲孔。
•冲孔模:在毛坯或板料上,沿封闭的轮廓分离出废料得到带孔制件的冲模。 •翻边模:是将半成品工件的一部分材料相对另一部分材料产生翻转的制件。 •整形模:将半成品调整尺寸轮廓以提高尺寸精度和表面光洁度的冲模。 注塑模的成形特点 在常温下,把金属或非金属板料放入模具内,通过压力机和安装在压力机上的模具对板料施加压力,使板料发生分离或变形制成所需的零件。这类零件称为注塑模。 各类注塑模的成形特点
日期:2023-7-29 辉