多层塑胶衣柜模具厂家供应
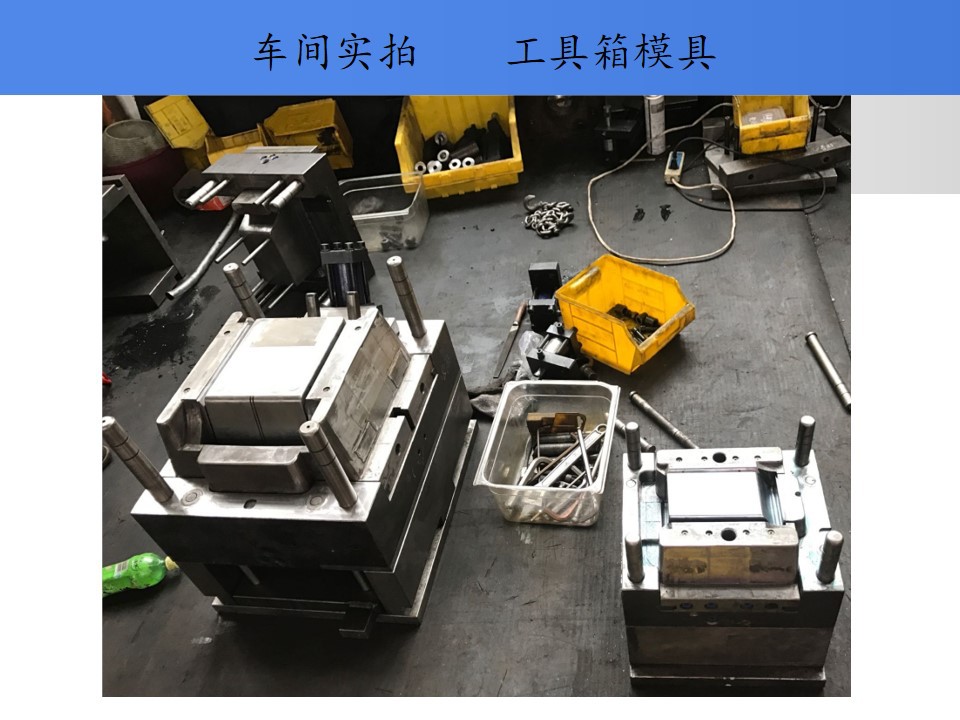
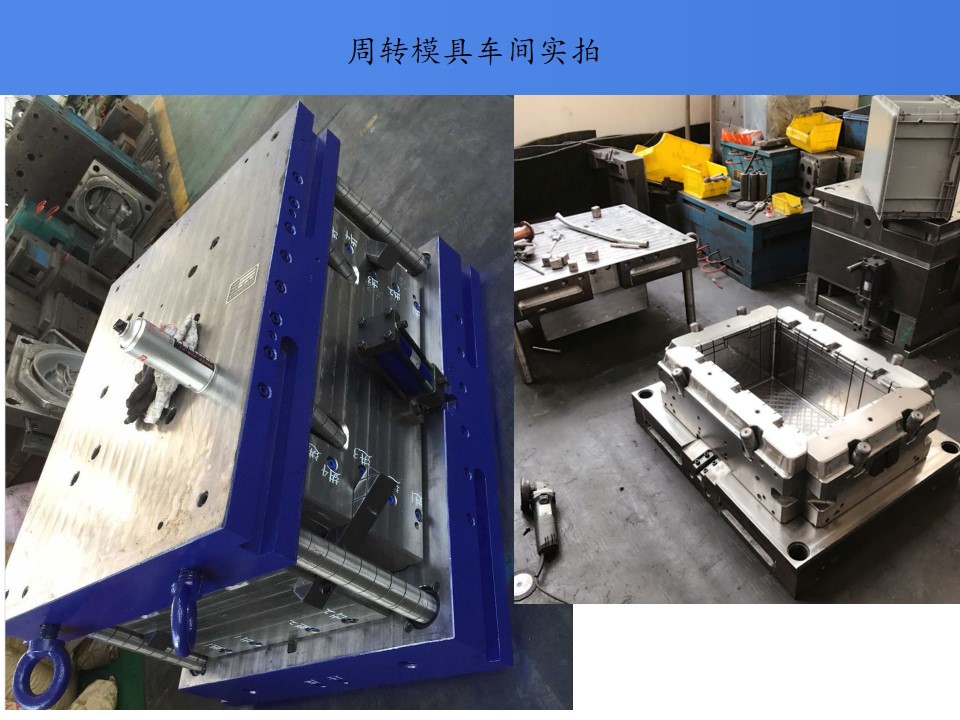
周转箱注塑模具
温馨提示:急报价做注塑模具咨询热线:18857609316 陈总【热线:0576--89881100】
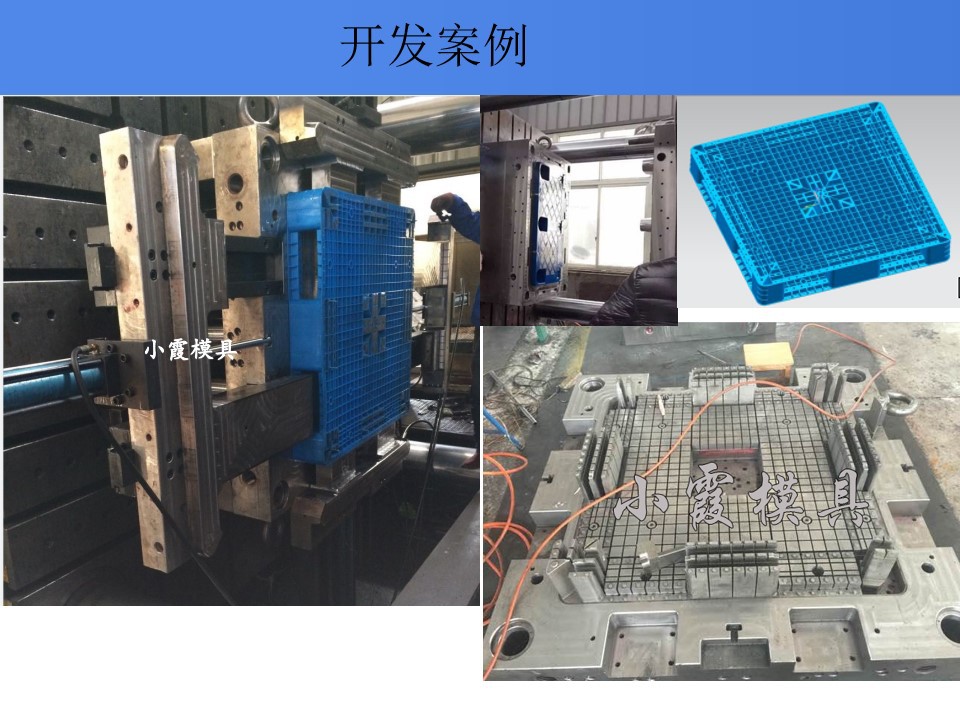
小霞模具有强大设计团队可接受:提供样品,或者,三维图纸,二维图纸,可以报价开模,欢迎您来咨询报价!

|
型号: |
按要求定制 |
|
腔数: |
1出1 |
|
模架: |
LKM, ISM标准,HASCO 或按照客户要求 |
|
模具材质: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系统: |
冷流道/热流道 |
|
设计软件: |
UG; PROE; CAD |
|
塑料材质: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具寿命: |
500,000次-3,000,000次 |
|
模具尺寸: |
根据产品设计 |
|
模具重量: |
根据产品设计 |
|
样品: |
根据产品设计 |
|
普通模具交货期: |
35-50天 |
|
高要求精密模具 |
55-85天 |






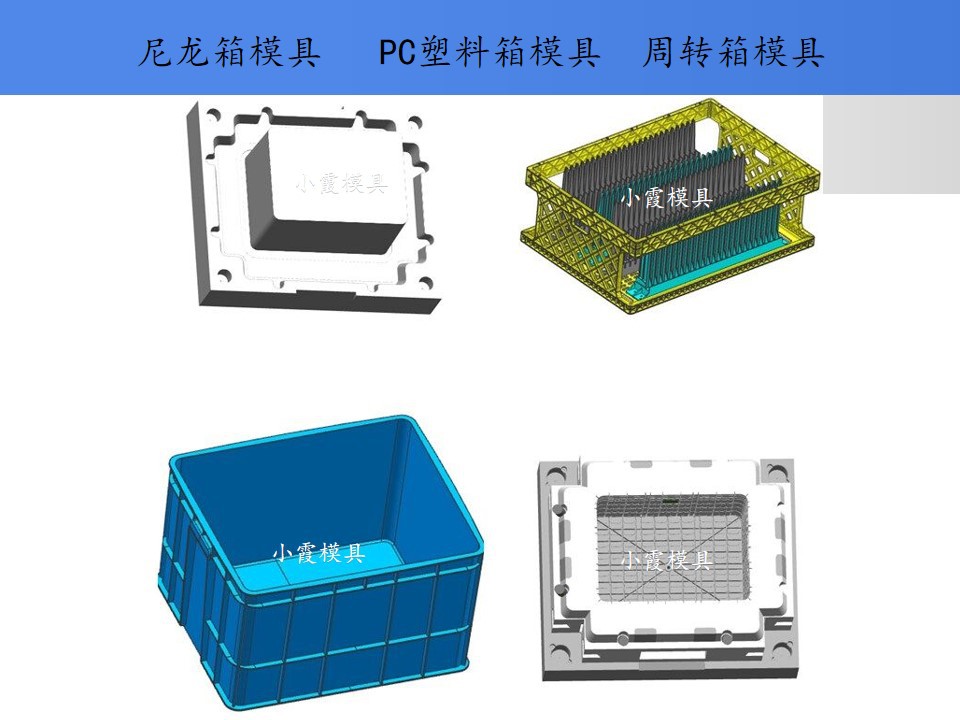
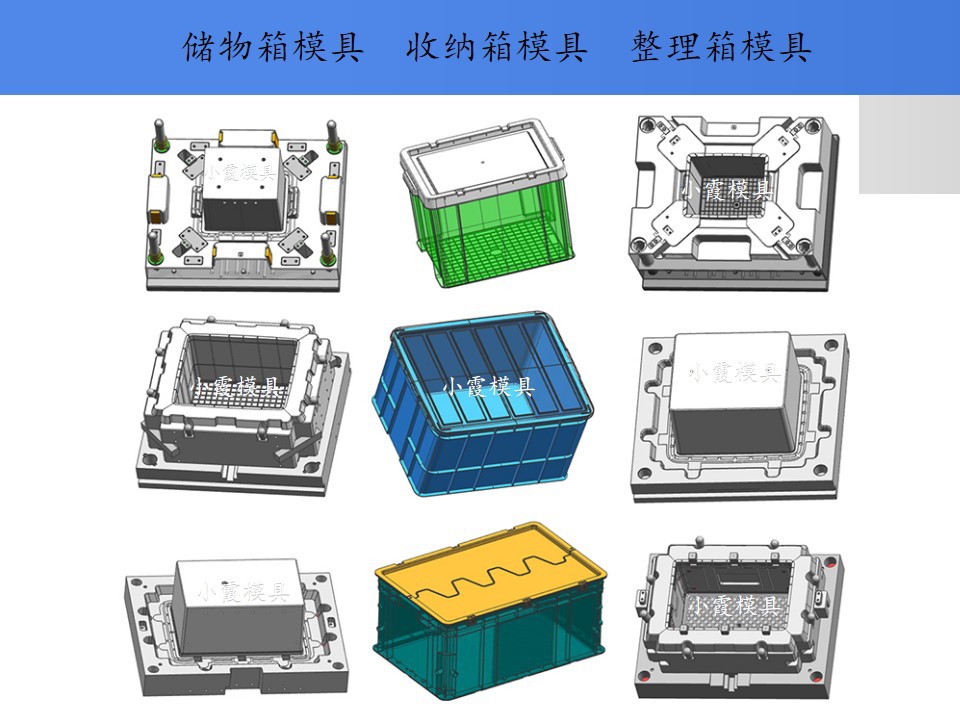

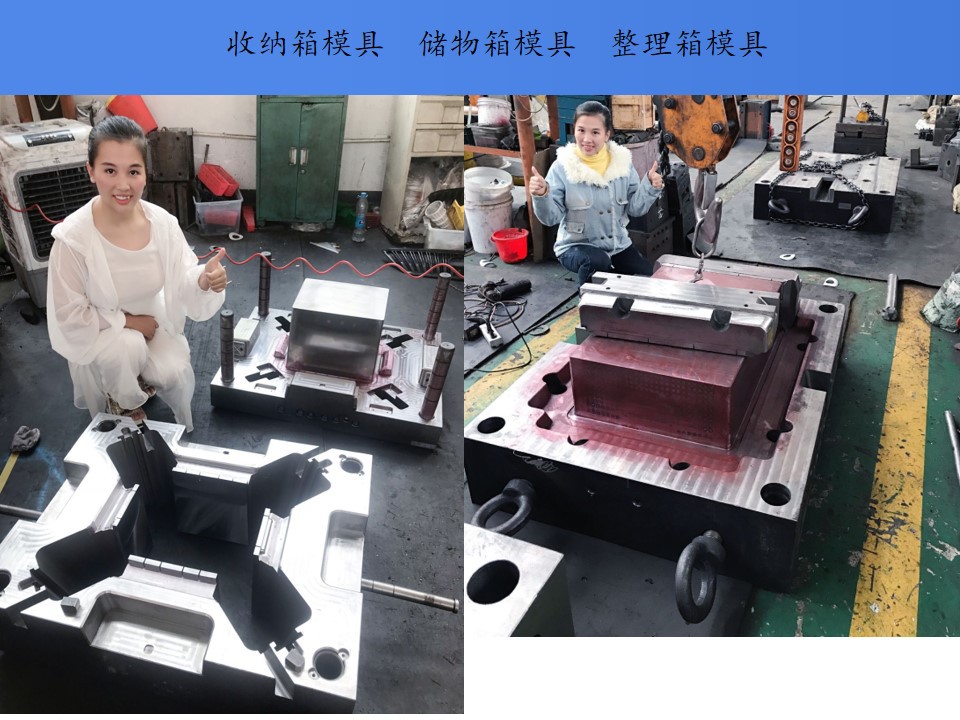
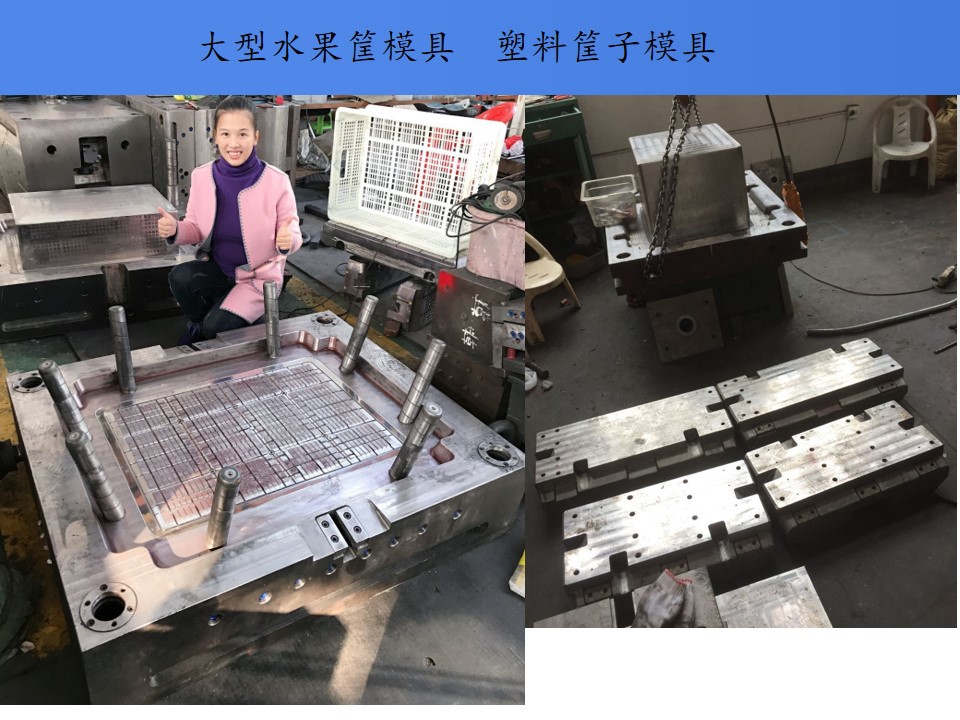





周转箱模具 塑胶箱模具 收纳箱模具 储物箱模具
浇注系统设计浇注系统是塑模设计中一重要环节,常分为普通和无流道浇注系统.它跟所用塑料产品形状,尺寸,机台,分模面有密切关系. 设计时注意以下原则: 流道尽量直,尽量短,减少弯曲,光洁度在Ra=1.6—0.8um之间. 考虑模具穴数,按模具型腔布设计,尽量与模具中心线对称. 当产品投影面积较大时,避免单面开设浇口,以防注射受力不均. 浇口位置应去除方便,在产品上不留明显痕迹,不影响产品外观.
主流道设计时,避免塑料直接冲击小型芯或小镶件,以免产生弯曲或折断. 主流道先预留加工或修正余量,以便产品精度. 主流道是连接机台喷嘴至分流道入口处之间的一段通道,是塑料进入模具型腔时先经过的地方.其尺寸,大小与塑料流速和充模时间长短有密切关系.太大造成回收冷料过多,冷却时间增长,包藏空气增多.易造成气泡和组织松散,易产生涡流和冷却不足; 如流径太小,热量损失增大,流动性降低,注射压力增大,造成成型困难.一般情况下,主流道会制造成单独的浇口套,镶在母模板上.但一些小型模具会直接在母模板上开设主流道,而不使用浇口套.
主流道设计要点: 浇口套内孔为圆锥形(2--6°),光洁度在Ra=1.6—0.8um.锥度须适当,太大造成压力减少,产生濣流,易混进空气产生气孔,锥度过小会使流速增大,造成注射困难. 浇口套口径应比机台喷嘴孔径大1—2mm,以免积存残料,造成压力下降,浇道易断. 一般在浇口套大端设置倒圆角(R=1—3mm),以利于料流. 主流道与机台喷嘴接触处,设计成半球形凹坑,深度常取3—5mm.注意浇口套半径比注嘴半径大1—2mm,一般取R=19—22mm之间,以防溢胶.
主流道尽量短,以减少冷料回收料,减少压力和热量损失. 主流道尽量避免拼块结构,以防塑料进入接缝,造成脱模困难. 为避免主流道与高温塑料和射嘴反复接触和碰撞造成损坏,一般浇口套选用钢材加工,并热处理. 其形式有多种,可视不同模具结构来选择,一般会将其固定在模板上,以防生产中浇口套转动或被带出. 分流道是主流道的连接部分,介于主流道和浇口之间,起分流和转向作用.分流道在压力损失小的情况下,将熔融塑料以较度送到浇口处充模,因在截面积相等的条件下,正方形之周长长,圆形短.面积如太小,会降低塑料流速,延长充模时间,易造成产品缺料,烧焦,银线,缩水;
日期:2023-8-3 辉