设计 吸尘器塑胶外壳模具,吸尘机塑胶外壳模具 开模制作

|
型号: |
按要求定制 |
|
腔数: |
1出1 |
|
模架: |
LKM, ISM标准,HASCO 或按照客户要求 |
|
模具材质: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系统: |
冷流道/热流道 |
|
设计软件: |
UG; PROE; CAD |
|
塑料材质: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具寿命: |
500,000次- 2,000,000次 |
|
模具尺寸: |
根据产品设计 |
|
模具重量: |
根据产品设计 |
|
样品: |
根据产品设计 |
|
普通模具交货期: |
35-50天 |
|
高要求精密模具 |
55-85天 |









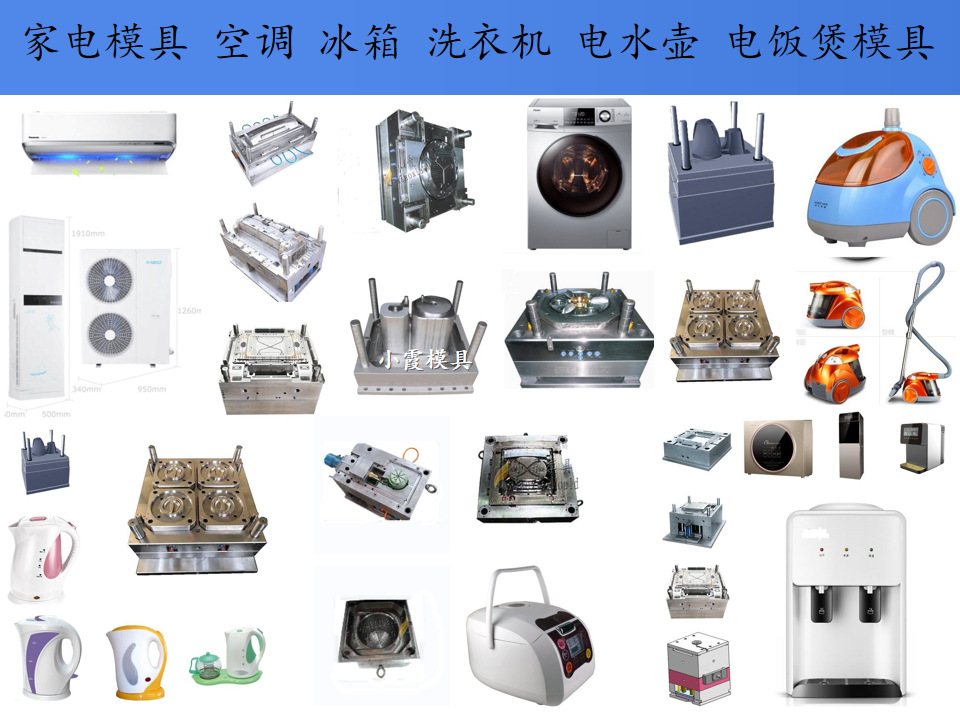


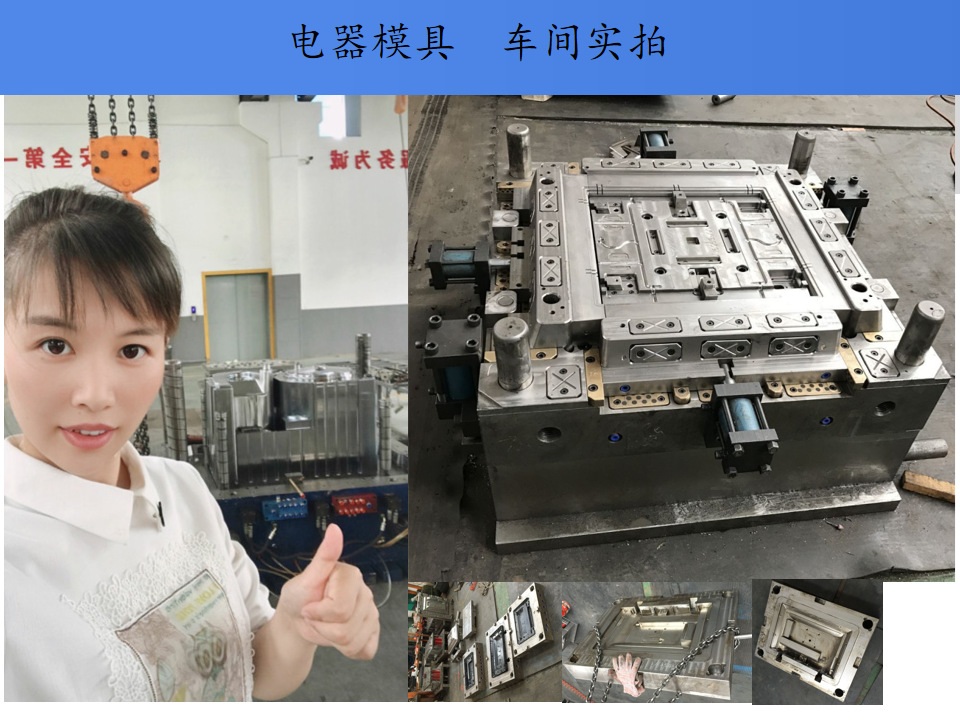



家用电器模具 电器模具制造
主流道设计要点: 浇口套内孔为圆锥形(2--6°),光洁度在Ra=1.6—0.8um.锥度须适当,太大造成压力减少,产生濣流,易混进空气产生气孔,锥度过小会使流速增大,造成注射困难. 浇口套口径应比机台喷嘴孔径大1—2mm,以免积存残料,造成压力下降,浇道易断. 一般在浇口套大端设置倒圆角(R=1—3mm),以利于料流. 主流道与机台喷嘴接触处,设计成半球形凹坑,深度常取3—5mm.注意浇口套半径比注嘴半径大1—2mm,一般取R=19—22mm之间,以防溢胶.
主流道尽量短,以减少冷料回收料,减少压力和热量损失. 主流道尽量避免拼块结构,以防塑料进入接缝,造成脱模困难. 为避免主流道与高温塑料和射嘴反复接触和碰撞造成损坏,一般浇口套选用钢材加工,并热处理. 其形式有多种,可视不同模具结构来选择,一般会将其固定在模板上,以防生产中浇口套转动或被带出. 分流道是主流道的连接部分,介于主流道和浇口之间,起分流和转向作用.分流道在压力损失小的情况下,将熔融塑料以较度送到浇口处充模,因在截面积相等的条件下,正方形之周长长,圆形短.面积如太小,会降低塑料流速,延长充模时间,易造成产品缺料,烧焦,银线,缩水;
如太大易积存过多气体,增加冷料,延长生产周期,降低生产效率.对于不同塑料材质,分流道会有所不同,但有一个设计原则:分流道的表面积与其体积之比值小.即在分流道长度一定的情况下,要求分流道的表面积或侧面积与其截面积之比值小. 分流道型式有多种,它因塑料和模具结构不同而异,常用型式有圆形,半圆形,矩形,梯形,U形,正六边形,设计时基本原则: 在条件允许下,分流道截面积尽量小,长度尽量短.
日期:2023-10-20 辉